Coating method
-
-
Coating method
1. Preparation for Coating
Painting work should be carried out by complying with the technical data of the paint maker and other precautions. For multi paints, each paint should be sufficiently stirred and mixed according to the mixing ratio indicated in the product and technical data. If dilution is required, the specified thinner should be used. The dilution ratio can be adjusted according to the working conditions. Multi paints should be mixed beforehand, and the paints mixed with hardeners should be used within the pot life.
2. Coating Equipment and Coating Method
(1) Brush Coating
Even if the price of a roller or a brush is high, a good one should be purchased to make the work easier. The hair of a good brush is shiny, feels good, and does not bend well.
Additionally, the tips of the hair are arranged neatly, and the waist of the brush has appropriate elasticity. For water-based paints, a brush with long and soft hair and for oil-based paints, and a brush with relatively less strong hair should be used.1) Select an appropriate brush according to the characteristics of the paint to be applied and the substrate to be coated. 2) If a new brush is used, coat the brush with paint and rub it on a plank several times to neatly gather the brush ends to make brush dragging better before use. 3) Do not soak too much of the brush into the paint, but use after soaking about 60% of the brush into the paint. 4) Start to apply the paint required for a certain area properly. 5) Paint it evenly and widely after moderately applying the paint. 6) Finish smoothly so that brush marks do not remain. 7) As lacquer or quick-drying paint dries quickly, the motions in 4), 5), and 6) should be subsequently done almost at the same time.
(2) Roller Coating
When painting a large area such as ceilings or walls, the work speed of roller coating is faster than that of brush coating, and the paint can be applied evenly. Thus, even beginners can easily use it.
Moreover, it is convenient when painting ceilings or high walls because a long wooden bar handle can be attached freely.1) Put the paint into the tray and wet the roller about 1/2 with the paint. Then, rub the roller several times on the tray plate to coat the cover hair with sufficient paint. 2) Rub the roller on a flat surface, such as a veneer sheet, to soak the cover hair sufficiently with the paint. 3) Coat the roller uniformly with the paint by rubbing it on the tray plate after soaking it with the paint again and then start painting. 4) Lightly run the roller in a W-shape to distribute the paint evenly on the surface and spread the paint by overlapping the roller up and down. Then,run the roller in the same direction to remove the marks. 5) Since the roller cannot sufficiently reach the corners, it is better to coat the areas first with a brush and then the entire surface with the roller. 6) Since bubbles are likely to generate during roller coating, it is necessary to select a proper paint or thinner and adjust the viscosity.
(3) Air Spray Coating
This is a universal method to paint a large area. The air spray machine is simple and cheap, whereas the volume, pressure, and flow rate of the air must be appropriate to obtain a good film appearance.
If air spray coating is not done properly, there will be a great loss of paint. Moreover, the paint will protrude from the surface of the object, thereby resulting in a poor appearance.
In addition, if it is not operated properly, the coating surface will not be smooth, and the paint may run down, or pinholes may be formed in the coating film.
In terms of air spray coating, the most unfavorable condition is that it cannot be applied thickly with one coat because it needs to be diluted with a solvent to adjust the viscosity of the paint.1) As spraying left and right is easier, always take the object to the place where spraying can be done easily or make it move to such a position by itself. 2) On flat surfaces, spray the both ends on the left and right sides first and then proceed with spraying up and down. 3) When painting the ends, make sure that the center of the nozzle is aligned with the end line. 4) For large objects, start painting from the front and prevent dust from adhering to the back. 5) For angular objects, coat the angular parts first from a slightly closer distance and at a higher speed. 6) Prevent dust from settling into each part inside and apply in the same way as the flat surface. 7) For cylindrical objects, slowly apply up and down while rotating the object with a rotating platform. This will prevent stains from occurring. 8) For narrow objects, reduce the width of the pattern appropriate for the object.
By doing so, coating will be finished neatly without wasting any paint. 9) For quick-drying paints such as lacquer, spray as continuously as possible. Otherwise, dust will settle on the dried surface, thereby resulting in a poor appearance.(4) Airless Spray Coating
In this method, air is not directly mixed into the paint to spray the paint. The ejection method is to eject the paint through a special nozzle or tip using pressure. The magnitude of the pressure used is calculated by comparing the ratio of the air pressure of the pump for the internal air pressure. The pressure ratio of the pump is from 20:1 to 60:1, but a ratio of 30:1 is usually used. For zinc dust paints, especially inorganic zinc dust paints, a ratio of 45:1 should be used.
Compared to air spray coating, some of the most important advantages is that there is a small loss of paint, toxicity can be reduced, and there is a low risk of explosion.
Also, since a small amount of solvent can be used upon ejecting the paint, coating in a thick wet film thickness is possible. As already described, the ejection of the paint depends on the type of the tip that is specially designed.
The tip or nozzle is made of tungsten carbide, and the amount of injection depends on the diameter of the nozzle.
Therefore, there are many types of tips with various angles and different diameters.
The selection of tip should be made based on the pressure according to the paint injection amount and on the diameter of the nozzle that maintains a constant ejection amount.
Namely, the speed at which the paint is ejected determines the film thickness of the paint. The angle of the tip is selected according to the width of the object to be coated.
A tip with a nozzle diameter of 0.009″ to 0.013″ is suitable for coating approx. 50μ (2mil) of wet film. In addition, a tip with a nozzle diameter of 0.013″ to 0.019″ is suitable for 100~200μ (4~ 8mil), while a tip with a nozzle diameter of 0.019″ to 0.031″ is suitable for 200μ (8mil) or larger.
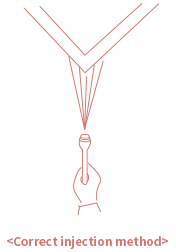
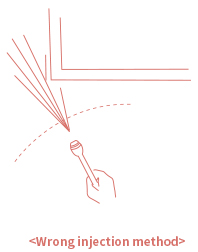
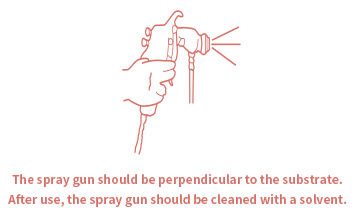
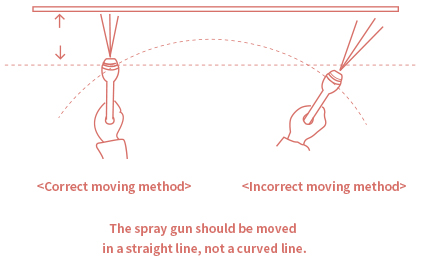
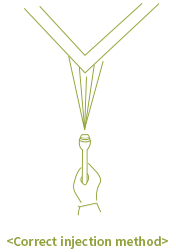
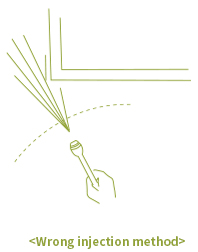
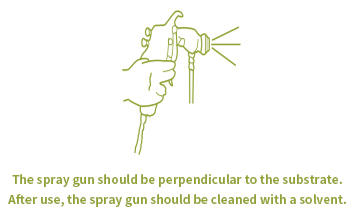
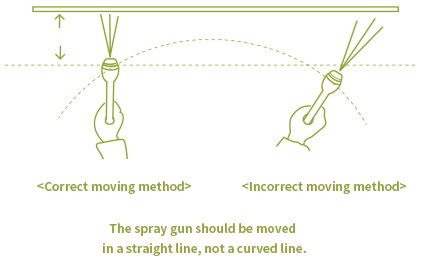
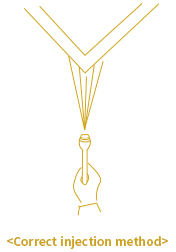
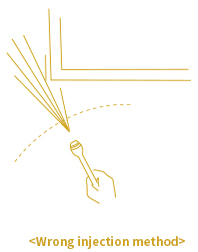
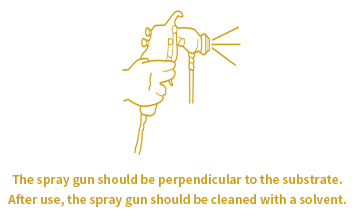
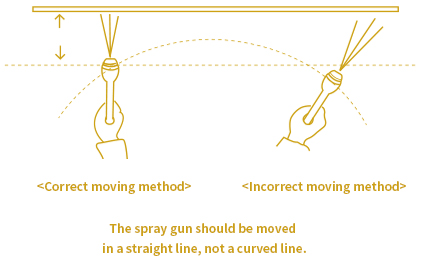
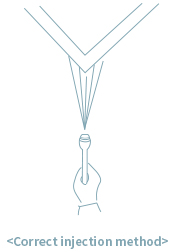
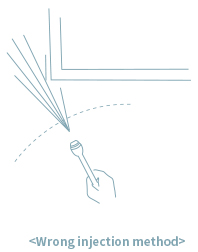
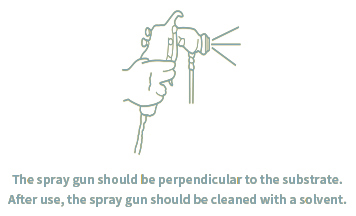
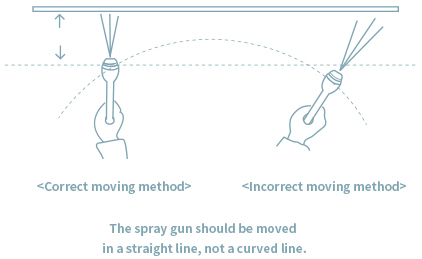
For paints that should be applied very thickly, a tip with a nozzle diameter of 0.040″ to 0.060″ should be used.1) For the airless sprayer, the spray pattern, shape, and paint injection amount are all determined by the nozzle tip. 2) Maintain a proper injection distance. 30㎝ is appropriate in general. If the distance is short, the coating becomes thick. Whereas, if the distance is far, uniform coating is difficult, and a large amount of paint is wasted. 3) The spray gun should be perpendicular to the substrate. 4) The spray gun should be moved in a straight line, not a curved line. 5) The moving speed of the spray gun should be about 40~80㎝ per second to obtain proper and uniform coating. 6) For the spray pattern, double coating at around 1/3 to 1/4 is suitable to obtain proper and uniform coating. 7) The pressure should be adjusted appropriately to obtain uniform coating. 8) The equipment should be cleaned with a specified cleaning agent immediately after use.
Proper Use Method of Coating Gun
3. Coating Conditions
(1) Temperature and Humidity
In general, the appropriate coating temperature range is between 10℃ and 30℃. It is advisable not to paint at temperatures below 5℃ or above 40℃.
If the surface temperature is high, the coating film may dry too quickly, thereby resulting in defects such as pinholes or blisters. In the case of low temperatures, not only slow curing, but also incomplete curing may be caused.
To prevent surface condensation during coating, the temperature of the steel surface should be more than 2.7℃ above the dew point.
When the humidity is high, the drying time is considerably delayed in the case of a paint that is generally dried by solvent evaporation.
Particularly, in the case of water-based paints, coating should be avoided at a humidity of 85% or higher.
Reactive paints are generally less susceptible to humidity, but sensitive to temperature.
In general, the optimum humidity range for coating is between 40% and 80%.(2) Others
Outdoor painting should be avoided on foggy, rainy or strong windy days.
In order to maximize the efficiency of work at the workplace, each employee should be familiar with the work of the workplace, and the special rules for the workplace described below must be followed.1) Keep the finishing material of the work in a place that can be protected from fire. 2) Always carry out the work safely. 3) In case of an accident, immediately call for first aid. 4) Modify and report what is considered unsafe. 5) Be aware of the heavy weight being applied when lifting or bending the knee. 6) An explosion-proof lamp and an enclosed switch should be used in the warehouse. 7) Product labeling should be appropriate and attached accurately. 8) Finishing materials should not be stored without an adequate cover in storage rooms. 9) Floors, walls, ceilings and painting rooms should be cleaned regularly. 10) Protective gear must be prepared and kept in good condition.
-
-
-
Coating method
1. Preparation for Coating
Painting work should be carried out by complying with the technical data of the paint maker and other precautions. For multi paints, each paint should be sufficiently stirred and mixed according to the mixing ratio indicated in the product and technical data. If dilution is required, the specified thinner should be used. The dilution ratio can be adjusted according to the working conditions. Multi paints should be mixed beforehand, and the paints mixed with hardeners should be used within the pot life.
2. Coating Equipment and Coating Method
(1) Brush Coating
Even if the price of a roller or a brush is high, a good one should be purchased to make the work easier. The hair of a good brush is shiny, feels good, and does not bend well. Additionally, the tips of the hair are arranged neatly, and the waist of the brush has appropriate elasticity. For water-based paints, a brush with long and soft hair and for oil-based paints, and a brush with relatively less strong hair should be used.
① Select an appropriate brush according to the characteristics of the paint to be applied and the substrate to be coated. ② If a new brush is used, coat the brush with paint and rub it on a plank several times to neatly gather the brush ends to make brush dragging better before use. ③ Do not soak too much of the brush into the paint, but use after soaking about 60% of the brush into the paint. ④ Start to apply the paint required for a certain area properly. ⑤ Paint it evenly and widely after moderately applying the paint. ⑥ Finish smoothly so that brush marks do not remain. ⑦ As lacquer or quick-drying paint dries quickly, the motions in 4), 5), and 6) should be subsequently done almost at the same time.
(2) Roller Coating
When painting a large area such as ceilings or walls, the work speed of roller coating is faster than that of brush coating, and the paint can be applied evenly. Thus, even beginners can easily use it.
Moreover, it is convenient when painting ceilings or high walls because a long wooden bar handle can be attached freely.① Put the paint into the tray and wet the roller about 1/2 with the paint. Then, rub the roller several times on the tray plate to coat the cover hair with sufficient paint. ② Rub the roller on a flat surface, such as a veneer sheet, to soak the cover hair sufficiently with the paint. ③ Coat the roller uniformly with the paint by rubbing it on the tray plate after soaking it with the paint again and then start painting. ④ Lightly run the roller in a W-shape to distribute the paint evenly on the surface and spread the paint by overlapping the roller up and down. Then, run the roller in the same direction to remove the marks. ⑤ Since the roller cannot sufficiently reach the corners, it is better to coat the areas first with a brush and then the entire surface with the roller. ⑥ Since bubbles are likely to generate during roller coating, it is necessary to select a proper paint or thinner and adjust the viscosity.
(3) Air Spray Coating
This is a universal method to paint a large area. The air spray machine is simple and cheap, whereas the volume, pressure, and flow rate of the air must be appropriate to obtain a good film appearance. If air spray coating is not done properly, there will be a great loss of paint. Moreover, the paint will protrude from the surface of the object, thereby resulting in a poor appearance. In addition, if it is not operated properly, the coating surface will not be smooth, and the paint may run down, or pinholes may be formed in the coating film. In terms of air spray coating, the most unfavorable condition is that it cannot be applied thickly with one coat because it needs to be diluted with a solvent to adjust the viscosity of the paint.
① As spraying left and right is easier, always take the object to the place where spraying can be done easily or make it move to such a position by itself. ② On flat surfaces, spray the both ends on the left and right sides first and then proceed with spraying up and down. ③ When painting the ends, make sure that the center of the nozzle is aligned with the end line. ④ For large objects, start painting from the front and prevent dust from adhering to the back. ⑤ For angular objects, coat the angular parts first from a slightly closer distance and at a higher speed. ⑥ Prevent dust from settling into each part inside and apply in the same way as the flat surface. ⑦ For cylindrical objects, slowly apply up and down while rotating the object with a rotating platform. ⑧ For narrow objects, reduce the width of the pattern appropriate for the object. By doing so, coating will be finished neatly without wasting any paint. ⑨ For quick-drying paints such as lacquer, spray as continuously as possible. Otherwise, dust will settle on the dried surface, thereby resulting in a poor appearance.
(4) Airless Spray Coating
In this method, air is not directly mixed into the paint to spray the paint. The ejection method is to eject the paint through a special nozzle or tip using pressure. The magnitude of the pressure used is calculated by comparing the ratio of the air pressure of the pump for the internal air pressure.
The pressure ratio of the pump is from 20:1 to 60:1, but a ratio of 30:1 is usually used. For zinc dust paints, especially inorganic zinc dust paints, a ratio of 45:1 should be used. Compared to air spray coating, some of the most important advantages is that there is a small loss of paint, toxicity can be reduced, and there is a low risk of explosion.
Also, since a small amount of solvent can be used upon injecting the paint, coating in a thick wet film thickness is possible. As already described, the ejection of the paint depends on the type of the tip that is specially designed. The tip or nozzle is made of tungsten carbide, and the amount of injection depends on the diameter of the nozzle. Therefore, there are many types of tips with various angles and different diameters. The selection of tip should be made based on the pressure according to the paint injection amount and on the diameter of the nozzle that maintains a constant ejection amount.
Namely, the speed at which the paint is ejected determines the film thickness of the paint. The angle of the tip is selected according to the width of the object to be coated. A tip with a nozzle diameter of 0.009″ to 0.013″ is suitable for coating approx. 50μ (2mils) of wet film. In addition, a tip with a nozzle diameter of 0.013″ to 0.019″ is suitable for 100~200μ (4~ 8mils), while a tip with a nozzle diameter of 0.019″ to 0.031″ is suitable for 200μ (8mils) or larger. For paints that should be applied very thickly, a tip with a nozzle diameter of 0.040″ to 0.060″ should be used.① For the airless sprayer, the spray pattern, shape, and paint injection amount are all determined by the nozzle tip. ② Maintain a proper injection distance. In general, 30㎝ is appropriate. If the distance is short, the coating becomes thick. Whereas, if the distance is far, uniform coating is difficult, and a large amount of paint is wasted. ③ The spray gun should be perpendicular to the substrate. ④ The spray gun should be moved in a straight line, not a curved line. ⑤ The moving speed of the spray gun should be about 40~80㎝ per second to obtain proper and uniform coating. ⑥ For the spray pattern, double coating at around 1/3 to 1/4 is suitable to obtain proper and uniform coating. ⑦ The pressure should be adjusted appropriately to obtain uniform coating. ⑧ The equipment should be cleaned with a specified cleaning agent immediately after use.
Proper Use Method of Coating Gun
3. Coating Conditions
(1) Temperature and Humidity
In general, the appropriate coating temperature range is between 10℃ and 30℃. It is advisable not to paint at temperatures below 5℃ or above 40℃.
If the surface temperature is high, the coating film may dry too quickly, thereby resulting in defects such as pinholes or blisters. In the case of low temperatures, not only slow curing, but also incomplete curing may be caused. To prevent surface condensation during coating, the temperature of the steel surface should be more than 3℃ above the dew point. When the humidity is high, the drying time is considerably delayed in the case of a paint that is generally dried by solvent evaporation. Particularly, coating should be avoided at a humidity of 85% or higher. In general, the optimum humidity range for coating is between 40% and 80%.(2) Others
Outdoor painting should be avoided on foggy, rainy or strong windy days.
In order to maximize the efficiency of work at the workplace, each employee should be familiar with the work of the workplace, and the special rules for the workplace described below must be followed.1) Keep the finishing material of the work in a place that can be protected from fire. 2) Always carry out the work safely. 3) In case of an accident, immediately call for first aid. 4) Modify and report what is considered unsafe. 5) Be aware of the heavy weight being applied when lifting or bending the knee. 6) An explosion-proof lamp and an enclosed switch should be used in the warehouse. 7) Product labeling should be appropriate and attached accurately. 8) Finishing materials should not be stored without an adequate cover in storage rooms. 9) Floors, walls, ceilings and painting rooms should be cleaned regularly. 10) Protective gear must be prepared and kept in good condition.
-
-
-
Coating method
1. Preparation for Paint
Painting work should be carried out by complying with the technical data of the paint maker and other precautions. For multi paints, each paint should be sufficiently stirred and mixed according to the mixing ratio indicated in the product and technical data. If dilution is required, the specified thinner should be used. The dilution ratio can be adjusted according to the working conditions. Multi paints should be mixed beforehand, and the paints mixed with hardeners should be used within the pot life.
2. Coating Equipment and Coating Method
(1) Brush Coating
Even if the price of a roller or a brush is high, a good one should be purchased to make the work easier. The hair of a good brush is shiny, feels good, and does not bend well. Additionally, the tips of the hair are arranged neatly, and the waist of the brush has appropriate elasticity. For water-based paints, a brush with long and soft hair and for oil-based paints, and a brush with relatively less strong hair should be used.
1) Select an appropriate brush according to the characteristics of the paint to be applied and the substrate to be coated. 2) If a new brush is used, coat the brush with paint and rub it on a plank several times to neatly gather the brush ends to make brush dragging better before use. 3) Do not soak too much of the brush into the paint, but use after soaking about 60% of the brush into the paint. 4) Start to apply the paint required for a certain area properly. 5) Paint it evenly and widely after moderately applying the paint. 6) Finish smoothly so that brush marks do not remain. 7) As lacquer or quick-drying paint dries quickly, the motions in 4), 5), and 6) should be subsequently done almost at the same time.
(2) Roller Coating
When painting a large area such as ceilings or walls, the work speed of roller coating is faster than that of brush coating, and the paint can be applied evenly. Thus, even beginners can easily use it.
Moreover, it is convenient when painting ceilings or high walls because a long wooden bar handle can be attached freely.1) Put the paint into the tray and wet the roller about 1/2 with the paint. Then, rub the roller several times on the tray plate to coat the cover hair with sufficient paint. 2) Rub the roller on a flat surface, such as a veneer sheet, to soak the cover hair sufficiently with the paint. 3) Coat the roller uniformly with the paint by rubbing it on the tray plate after soaking it with the paint again and then start painting. 4) Lightly run the roller in a W-shape to distribute the paint evenly on the surface and spread the paint by overlapping the roller up and down. Then,run the roller in the same direction to remove the marks. 5) Since the roller cannot sufficiently reach the corners, it is better to coat the areas first with a brush and then the entire surface with the roller. 6) Since bubbles are likely to generate during roller coating, it is necessary to select a proper paint or thinner and adjust the viscosity.
(3) Air Spray Coating
This is a universal method to paint a large area. The air spray machine is simple and cheap, whereas the volume, pressure, and flow rate of the air must be appropriate to obtain a good film appearance.
If air spray coating is not done properly, there will be a great loss of paint. Moreover, the paint will protrude from the surface of the object, thereby resulting in a poor appearance.
In addition, if it is not operated properly, the coating surface will not be smooth, and the paint may run down, or pinholes may be formed in the coating film.
In terms of air spray coating, the most unfavorable condition is that it cannot be applied thickly with one coat because it needs to be diluted with a solvent to adjust the viscosity of the paint.1) As spraying left and right is easier, always take the object to the place where spraying can be done easily or make it move to such a position by itself. 2) On flat surfaces, spray the both ends on the left and right sides first and then proceed with spraying up and down. 3) When painting the ends, make sure that the center of the nozzle is aligned with the end line. 4) For large objects, start painting from the front and prevent dust from adhering to the back. 5) For angular objects, coat the angular parts first from a slightly closer distance and at a higher speed. 6) Prevent dust from settling into each part inside and apply in the same way as the flat surface. 7) For cylindrical objects, slowly apply up and down while rotating the object with a rotating platform. This will prevent stains from occurring. 8) For narrow objects, reduce the width of the pattern appropriate for the object.
By doing so, coating will be finished neatly without wasting any paint. 9) For quick-drying paints such as lacquer, spray as continuously as possible. Otherwise, dust will settle on the dried surface, thereby resulting in a poor appearance.(4) Airless Spray Coating
In this method, air is not directly mixed into the paint to spray the paint. The ejection method is to eject the paint through a special nozzle or tip using pressure. The magnitude of the pressure used is calculated by comparing the ratio of the air pressure of the pump for the internal air pressure.
The pressure ratio of the pump is from 20:1 to 60:1, but a ratio of 30:1 is usually used. For zinc dust paints, especially inorganic zinc dust paints, a ratio of 45:1 should be used. Compared to air spray coating, some of the most important advantages is that there is a small loss of paint, toxicity can be reduced, and there is a low risk of explosion.
Also, since a small amount of solvent can be used upon ejecting the paint, coating in a thick wet film thickness is possible. As already described, the ejection of the paint depends on the type of the tip that is specially designed.
The tip or nozzle is made of tungsten carbide, and the amount of injection depends on the diameter of the nozzle.
Therefore, there are many types of tips with various angles and different diameters.
The selection of tip should be made based on the pressure according to the paint injection amount and on the diameter of the nozzle that maintains a constant ejection amount.
Namely, the speed at which the paint is ejected determines the film thickness of the paint. The angle of the tip is selected according to the width of the object to be coated.
A tip with a nozzle diameter of 0.009″ to 0.013″ is suitable for coating approx. 50μ (2mil) of wet film. In addition, a tip with a nozzle diameter of 0.013″ to 0.019″ is suitable for 100~200μ (4~ 8mil), while a tip with a nozzle diameter of 0.019″ to 0.031″ is suitable for 200μ (8mil) or larger.
For paints that should be applied very thickly, a tip with a nozzle diameter of 0.040″ to 0.060″ should be used.1) For the airless sprayer, the spray pattern, shape, and paint injection amount are all determined by the nozzle tip. 2) Maintain a proper injection distance. 30㎝ is appropriate in general. If the distance is short, the coating becomes thick. Whereas, if the distance is far, uniform coating is difficult, and a large amount of paint is wasted. 3) The spray gun should be perpendicular to the substrate. 4) The spray gun should be moved in a straight line, not a curved line. 5) The moving speed of the spray gun should be about 40~80㎝ per second to obtain proper and uniform coating. 6) For the spray pattern, double coating at around 1/3 to 1/4 is suitable to obtain proper and uniform coating. 7) The pressure should be adjusted appropriately to obtain uniform coating. 8) The equipment should be cleaned with a specified cleaning agent immediately after use.
Proper Use Method of Coating Gun
3. Coating Conditions
(1) Temperature and Humidity
In general, the appropriate coating temperature range is between 10℃ and 30℃. It is advisable not to paint at temperatures below 5℃ or above 40℃.
If the surface temperature is high, the coating film may dry too quickly, thereby resulting in defects such as pinholes or blisters. In the case of low temperatures, not only slow curing, but also incomplete curing may be caused.
To prevent surface condensation during coating, the temperature of the steel surface should be more than 2.7℃ above the dew point.
When the humidity is high, the drying time is considerably delayed in the case of a paint that is generally dried by solvent evaporation.
Particularly, in the case of water-based paints, coating should be avoided at a humidity of 85% or higher.
Reactive paints are generally less susceptible to humidity, but sensitive to temperature.
In general, the optimum humidity range for coating is between 40% and 80%.(2) Others
Outdoor painting should be avoided on foggy, rainy or strong windy days.
In order to maximize the efficiency of work at the workplace, each employee should be familiar with the work of the workplace, and the special rules for the workplace described below must be followed.1) Keep the finishing material of the work in a place that can be protected from fire. 2) Always carry out the work safely. 3) In case of an accident, immediately call for first aid. 4) Modify and report what is considered unsafe. 5) Be aware of the heavy weight being applied when lifting or bending the knee. 6) An explosion-proof lamp and an enclosed switch should be used in the warehouse. 7) Product labeling should be appropriate and attached accurately. 8) Finishing materials should not be stored without an adequate cover in storage rooms. 9) Floors, walls, ceilings and painting rooms should be cleaned regularly. 10) Protective gear must be prepared and kept in good condition.
-
-
-
Coating method
In order to prevent defects by contamination due to surface oxidation or other contaminants, the substrate, for which surface treatment has been done, should be coated within 4 hours after blast surface treatment and 8 hours after other surface treatments, within a day.
1. Preparation for Paint
1) The pigments of most paints tend to subside into the bottom of the container, and satisfactory coating cannot be obtained unless they are mixed well before application. 2) Remove the top parts of the main agent and the hardener by using a scraper. 3) Uniformly stir the main agent using a power stirrer. 4) Put the hardener into the main agent container at the specified ratio, and evenly mix with a power stirrer for about 1 to 2 minutes. 5) Add a proper amount of the specified thinner (diluent) to the mixed paint and thoroughly mix. 6) Upon coating a wide area, it is recommended to prepare the necessary amount for the day to coat the entire area with the same color.
2. Coating Equipment
(1)Coating Method
Brush Coating
This method is used to make the appearance beautiful or to coat a small area because the coating speed is slow. This method is used when spray coating is very complicated or difficult. Compared to airless spray coating, it cannot obtain a satisfactory result with the same number of coats when trying to apply a thick coat. Therefore, there is a drawback in that it is necessary to apply several times in order to obtain the prescribed film thickness.Roller Coating
Roller coating has a faster coating speed than brush coating. However, it is very difficult to maintain a constant film thickness compared to brush coating, so special attention is required in a rough or irregular part of the surface.Air Spray Coating
This is a universal method to paint a large area. The air spray machine is simple and cheap, whereas the volume, pressure, and flow rate of the air must be trinitized to obtain a good film appearance. If air spray coating is not done properly, there will be a great loss of paint. Moreover, the paint will protrude from the surface of the object, thereby resulting in a poor appearance.
In addition, if it is not operated properly, the coating surface will not be smooth, and the paint may run down, or pinholes may be formed in the coating film. In terms of air spray coating, the most unfavorable condition is that it cannot be applied thickly with one coat because it needs to be diluted with a solvent to adjust the viscosity of the paint.Airless Spray Coating
In this method, air is not directly mixed into the paint when the paint is sprayed. The spraying method is to eject the paint through a special nozzle or tip using pressure.
The magnitude of the pressure used is calculated by comparing the ratio of the air pressure of the pump for the internal air pressure. The pressure ratio of the pump is from 20:1 to 60:1, but a ratio of 30:1 is usually used. For zinc dust paints, especially inorganic zinc dust paints, a ratio of 45:1 should be used. Compared to air spray coating, some of the most important advantages is that there is a small loss of paint, toxicity can be reduced, and there is a low risk of explosion. Also, since a small amount of solvent can be used upon spraying the paint, coating in a thick wet film thickness is possible.
As already described, the ejection of the paint depends on the type of the tip that is specially designed. The amount of injection depends on the diameter of the nozzle. Therefore, there are many types of tips with various angles and different diameters. The selection of tip should be made based on the pressure according to the paint injection amount and on the diameter of the nozzle that maintains a constant ejection amount. The angle of the tip should be selected according to the width of the object to be coated.
The tip size consists of three numbers (sizes of the pen and the hole).
For example, if the three numbers are 419, the size is:① First number 4
The number indicating the fan width, 4 is doubled, meaning that the approximate coating width upon spraying 12 inches (30 cm) from the surface is about 8 inches (spray angle 40。). ② Last two numbers 19
It means that the diameter of the tip is 0.019 inches. The open hole of the actual tip is a long oval shape similar to a cat’s eye.
This means that the size of the hole is directly related to the amount of paint flowing through the tip.Proper Use Method of Coating Gun
(2) Precautions for airless spraying
① For the airless sprayer, the spray pattern, shape, and paint injection amount are all determined by the nozzle tip. ② Maintain a proper spraying distance. In general, 30㎝ is appropriate. If the distance is short, the coating becomes thick. Whereas, if the distance is far, uniform coating is difficult, and a large amount of paint is wasted. ③ The spray gun should be perpendicular to the substrate. ④ The spray gun should be moved in a straight line, not a curved line. ⑤ The moving speed of the spray gun should be about 40~80㎝ per second to obtain proper and uniform coating. ⑥ For the spray pattern, double coating at around 1/3 to 1/4 is suitable to obtain uniform coating. ⑦ The pressure should be adjusted appropriately to obtain uniform coating. ⑧ The equipment should be cleaned with a specified cleaning agent immediately after use.
3. Coating Conditions
① Temperature: The coating temperature range suitable for all paints is between 5℃ and 40℃. ② Humidity: For all paints, the surface temperature of the substrate should be more than 3℃ above the dew point. Note that painting below 3℃ may cause the condensation of water on the surface of the substrate, which may reduce adhesion. At the coating site, the atmospheric temperature (dry bulb temperature) and the wet bulb temperature are often measured with a wet and dry bulb thermometer. The dew point and relative humidity can be obtained with the difference between the two temperatures (Weather Condition Calculator List). ③ Wind: If the wind blows too hard at over 40KM/hour upon outdoor coating, coating should be avoided. In severe winds, there is a large loss of paint, and the environment becomes seriously polluted. ④ Rain/Snow: Heavy rain or snow during outdoor coating causes coating defects such as decrease of adhesion, peeling of coating, poor appearance, and deterioration of coating film performance.
Dew point (dew point according to relative humidity & atmospheric temperature)
humidity
/
temperature30% 40% 50% 60% 70% 80% 90% 100% -1℃ - - - - -6.5 -4 -2 -1 4℃ - -6.5 -4 -2 0.5 1.5 3.5 4 10℃ -6.5 -3.5 0.5 2 3.5 5.5 8.5 10 15.5℃ 0 2 4 8 10 11.5 14 15.5 21℃ 3 6.5 10 13 15 18 19.5 21 26.5℃ 7 12 15.5 19 21 23.5 25 26.5 32℃ 13 16.5 20.5 24 25.5 28.5 30.5 32 38℃ 18 22 25.5 29 31 33.5 36 38
-