Heavy Duty Coating
Coating Specifications
- 1. Bridge Coating Specifications (Highway Bridge Specifications in 2013)
- 2. Nuclear Power Plant Coating Specifications
- 3. Steel Structure Coating Specifications
- 4. Tank Coating Specifications
- 5. Wastewater Treatment Facility Coating Specifications
- 6. High-Temperature Part Coating Specifications
- 7. Transmission Tower Coating Specifications
- 8. Swimming Pool Coating Specifications
- 9. Nonferrous Metal Coating Specifications
-
1. Bridge Coating Specifications (Highway Bridge Specifications in 2013)
1) 2K Elastic Urethane Waterproof (KS)
2K Elastic Urethane Waterproof (KS) Category Process Paint Type Product Name Film Thickness Number of Coats Bridges exterior
First surface treatment
SSPC SP-10
Shop Primer
Inorganic zinc powder shop primer
20㎛
1 time
Second surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
75㎛
1 time
Intermediate coating
Mist coat
80㎛
1 time
Intermediate coating
High solid epoxy type paint
1 time
Top coat
Urethane type paint
30㎛
1 time
Coater/Field application
Top coat
Urethane type paint
30㎛
1 time
TOTAL
215㎛
Bridges interior
First surface treatment
SSPC SP-10
Shop Primer
Inorganic zinc powder shop primer
20㎛
1 time
Second surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
75㎛
1 time
Intermediate coating
Mist coat
100㎛
1 time
Intermediate coating
High solid epoxy type paint
1 time
TOTAL
175㎛
Joints
(interior/exterior)
Surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
50㎛
1 time
TOTAL
Bridges exterior bolt and joints
Surface treatment
Joints
SSPC SP-3
Bolt
Zinc aluminum corrosion protection
Coater application
Primer
Epoxy type anti-corrosive paint
75㎛
1 time
Intermediate coating
High solid epoxy type paint
80㎛
1 time
Intermediate coating
Urethane type paint
30㎛
1 time
Top coat
Urethane type paint
30㎛
1 time
TOTAL
215㎛
Bridges exterior bolt and joints
Surface treatment
Joints
SSPC SP-3
Bolt
Zinc aluminum corrosion protection
Coater application
Primer
Epoxy type anti-corrosive paint
75㎛
1 time
Intermediate coating
High solid epoxy type paint
100㎛
1 time
TOTAL
175㎛
Concrete joints
Surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
75㎛
1 time
TOTAL
75㎛
2) General Heavy Duty Coating (Urethane Finish Type II)
PGeneral Heavy Duty Coating (Urethane Finish Type II) Category Process Paint Type Product Name Film Thickness Number of Coats Bridges exterior
First surface treatment
SSPC SP-10
Shop Primer
Inorganic zinc powder shop primer
20㎛
1 time
Second surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
75㎛
1 time
Intermediate coating
Mist coat
100㎛
1 time
Intermediate coating
High solid epoxy type paint
1 time
Top coat
Urethane type paint
40㎛
1 time
Coater/Field application
Top coat
Urethane type paint
40㎛
1 time
TOTAL
255㎛
Bridges interior
First surface treatment
SSPC SP-10
Shop Primer
Inorganic zinc powder shop primer
20㎛
1 time
Second surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
75㎛
1 time
Intermediate coating
Mist coat
150㎛
1 time
Intermediate coating
High solid epoxy type paint
1 time
Intermediate coating
High solid epoxy type paint
150㎛
1 time
TOTAL
375㎛
Joints
(interior/exterior)
Surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
50㎛
1 time
TOTAL
50㎛
Bridges exterior bolt and joints
Surface treatment
Joints
SSPC SP-3
Bolt
Zinc aluminum corrosion protection
Coater application
Primer
Epoxy type anti-corrosive paint
75㎛
1 time
Intermediate coating
High solid epoxy type paint
100㎛
1 time
Intermediate coating
Urethane type paint
40㎛
1 time
Top coat
Urethane type paint
40㎛
1 time
TOTAL
255㎛
Bridges exterior bolt and joints
Surface treatment
Joints
SSPC SP-3
Bolt
Zinc aluminum corrosion protection
Coater application
Primer
Epoxy type anti-corrosive paint
75㎛
1 time
Intermediate coating
High solid epoxy type paint
150㎛
1 time
Intermediate coating
High solid epoxy type paint
150㎛
1 time
TOTAL
375㎛
Concrete joints
Surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
75㎛
1 time
TOTAL
75㎛
3) General Heavy Duty Coating (Fluororesin Finish Type I)
General Heavy Duty Coating (Fluororesin Finish Type I) Category Process Paint Type Product Name Film Thickness Number of Coats Bridges exterior
First surface treatment
SSPC SP-10
Shop Primer
Inorganic zinc powder shop primer
20㎛
1 time
Second surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
75㎛
1 time
Intermediate coating
Mist coat
100㎛
1 time
Intermediate coating
High solid epoxy type paint
1 time
Top coat
PVDF type paint
25㎛
1 time
Coater/Field application
Top coat
PVDF type paint
25㎛
1 time
TOTAL
225㎛
Bridges interior
First surface treatment
SSPC SP-10
Shop Primer
Inorganic zinc powder shop primer
20㎛
1 time
Second surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
75㎛
1 time
Intermediate coating
Mist coat
150㎛
1 time
Intermediate coating
High solid epoxy type paint
1 time
Intermediate coating
High solid epoxy type paint
150㎛
1 time
TOTAL
375㎛
Joints
(interior/exterior)
Surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
75㎛
1 time
TOTAL
75㎛
Bridges exterior bolt and joints
Surface treatment
Joints
SSPC SP-3
Bolt
Zinc aluminum corrosion protection
Coater application
Primer
Epoxy type anti-corrosive paint
75㎛
1 time
Intermediate coating
High solid epoxy type paint
100㎛
1 time
Top coat
PVDF type paint
25㎛
1 time
Top coat
PVDF type paint
25㎛
1 time
TOTAL
225㎛
Bridges exterior bolt and joints
Surface treatment
Joints
SSPC SP-3
Bolt
Zinc aluminum corrosion protection
Coater application
Primer
Epoxy type anti-corrosive paint
75㎛
1 time
Intermediate coating
High solid epoxy type paint
150㎛
1 time
Intermediate coating
High solid epoxy type paint
150㎛
1 time
TOTAL
375㎛
Concrete joints
Surface treatment
SSPC SP-10
Coater application
Primer
Inorganic zinc powder paint
75㎛
1 time
TOTAL
75㎛
-
2. Nuclear Power Plant Coating Specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Radiation resistant area 1 (Low VOC environment-friendly spec.)
Steel surfaces
Primer
Inorganic zinc powder paint
3~5mil
1 time
TOTAL
3~5mil
Primer
Inorganic zinc powder paint
3~5mil
1 time
Intermediate coating
Epoxy top coat
4~6mil
1 time
TOTAL
Primer
Epoxy primer
3~5mil
1 time
Intermediate coating
Epoxy top coat
4~6mil
1 time
TOTAL
7~11mil
Concrete floor
Primer
Epoxy primer
2~3mil
1 time
Intermediate coating
Epoxy surfacer
Filling holes
Intermediate coating
Epoxy top coat
16~24mil
1 time
TOTAL
18~27mil
Concrete walls/ceilings
Primer
Epoxy primer
2~3mil
1 time
Intermediate coating
Epoxy surfacer
Intermediate coating
Epoxy top coat
8~12mil
1 time
TOTAL
10~15mil
Radiation resistant area 2 (Low VOC environment-friendly spec.)
Steel surfaces
Primer
Inorganic zinc powder paint
3~5mil
1 time
TOTAL
3~5mil
Primer
Inorganic zinc powder paint
3~5mil
1 time
Intermediate coating
Epoxy top coat
4~6mil
1 time
TOTAL
7~11mil
Primer
Epoxy primer
3~5mil
1 time
Intermediate coating
Epoxy top coat
4~6mil
1 time
TOTAL
7~11mil
Concrete floor
Primer
Epoxy primer
2~3mil
1 time
Intermediate coating
Epoxy surfacer
Filling holes
Intermediate coating
Epoxy top coat
16~24mil
1 time
TOTAL
18~27mil
Concrete walls/ceilings
Primer
Epoxy primer
2~3mil
1 time
Intermediate coating
Epoxy surfacer
Filling holes
Intermediate coating
Epoxy top coat
8~12mil
1 time
TOTAL
10~15mil
-
3. Steel Structure Coating Specifications
1) General coating specifications
① Modified chlorinated rubber coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General coating specifications (exposure)
Steel surfaces
Primer
Modified chlorinated rubber primer
40㎛
1 time
Intermediate coating
Modified chlorinated rubber primer
75㎛
1 time
Top coat
Modified chlorinated rubber primer
35~70㎛
1~2 times
② Alkyd coating specifications (ready mixed paint)
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General coating specifications (exposure)
Steel surfaces
Primer
Red lead anti-corrosion primer
35㎛
1 time
Top coat
Ready mixed paint
KS M 6030 Class 1 GRADE 1
30~60㎛
1~2 times
③ Alkyd coating specifications (enamel paint)
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General coating specifications (exposure, non-exposure)
Steel surfaces
Primer
Red lead anti-corrosion primer
35㎛
1 time
Top coat
Enamel paint
30~60㎛
1~2 times
④ Epoxy coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (non-exposure)
Steel surfaces
Primer
Epoxy primer
50㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
1 time
Top coat
Epoxy top coat
40~80㎛
1~2 times
⑤ Urethane coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (exposure)
Steel surfaces
Primer
Epoxy primer
50㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
1 time
Top coat
Urethane top coat
40~80㎛
1~2 times
2) Heavy duty coating specifications
① Modified chlorinated rubber coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General coating specifications
Steel surfaces
Primer
Inorganic zinc powder primer
75㎛
1 time
Intermediate coating
Modified chlorinated rubber intermediate coating
75㎛
1 time
Top coat
Modified chlorinated rubber top coat
35~70㎛
1~2 times
② Epoxy coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (non-exposure)
Steel surfaces
Primer
Inorganic zinc powder primer
75㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
2 times
Top coat
Epoxy top coat
40~80㎛
1~2 times
* DHDC-3600 is applied when the top coat is semi-gloss, high-build type.
③ Urethane coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (exposure)
Steel surfaces
Primer
Inorganic zinc powder primer
75㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
2 times
Top coat
Urethane top coat
40~80㎛
1~2 times
④ Fluororesin coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (exposure)
Steel surfaces
Primer
Inorganic zinc powder primer
75㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
2 times
Top coat
PVDF top coat
25~50㎛
1~2 times
-
4. Tank Coating Specifications
1) Steel tank exterior coating specifications
① Epoxy coating specifications (epoxy undercoat)
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (non-exposure)
Steel surfaces
Primer
Epoxy primer
50㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
1 time
Top coat
Epoxy top coat
100㎛
1 time
② Urethane coating specifications (epoxy undercoat)
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (exposure)
Steel surfaces
Primer
Epoxy primer
50㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
1 time
Top coat
Urethane top coat
40~80㎛
1~2 times
③ Fluororesin coating specifications (epoxy undercoat)
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (exposure)
Steel surfaces
Primer
Epoxy primer
50㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
1 time
Top coat
PVDF top coat
25~50㎛
1~2 times
① Epoxy coating specifications (inorganic zinc primer)
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (non-exposure)
Steel surfaces
Primer
Inorganic zinc powder primer
75㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
2 times
Top coat
Epoxy top coat
100㎛
1 time
② Urethane coating specifications (inorganic zinc primer)
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (exposure)
Steel surfaces
Primer
Inorganic zinc powder primer
75㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
2 times
Top coat
Urethane top coat
40~80㎛
1~2 times
③ Fluororesin coating specifications (inorganic zinc primer)
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Harsh environment (exposure)
Steel surfaces
Primer
Inorganic zinc powder primer
75㎛
1 time
Intermediate coating
Epoxy intermediate coating
100㎛
2 times
Top coat
PVDF top coat
25~50㎛
1~2 times
2) Steel tank interior coating specifications
① Inorganic zinc dust coating finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Solvent resistance, Anti-corrosive
Steel surfaces
Primer
Inorganic zinc powder primer
75㎛
1 time
② Phenol epoxy finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Alkali resistance
Steel surfaces
Primer
Phenol epoxy primer
100㎛
1 time
Top coat
Phenol epoxy primer
250㎛
2 times
③ Amine adduct epoxy finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Oil resistance
Steel surfaces
Primer
Amine-adduct epoxy primer
100㎛
1 time
Top coat
Amine-adduct epoxy topcoat
200㎛
2 times
④ Coal tar epoxy finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Acid resistant, alkali resistance, oil resistance, water resistance (non-exposure)
Steel surfaces
Top coat
Coal tar epoxy
400㎛
2 times
⑤ Polyamide epoxy finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Salt water resistance, water resistance
Steel surfaces
Primer
Polyamide epoxy primer
100㎛
1 time
Top coat
Polyamide epoxy top coat
200㎛
2 times
⑥ Non-solvent-based epoxy finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Acid resistant, alkali resistance, water resistance, anticorrosive resistance
Steel surfaces
Primer
Non-solvent-based
epoxy primer
100㎛
1 time
Top coat
Non-solvent-based
epoxy top coat
800㎛
2 times
⑦ Phenol novolac epoxy finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Acid resistant, alkali resistance, water resistance, solvent resistance
Steel surfaces
Top coat
Phenol novolac epoxy
300㎛
3 times
-
5. Wastewater Treatment Facility Coating Specifications
1) Steel Structure Coating Specifications
① Phenol epoxy coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Contact areas with chemicals
Steel surfaces
Primer
Phenol epoxy primer
100㎛
1 time
Top coat
Phenol epoxy top coat
250㎛
2 times
② Phenol novolac epoxy coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Contact areas with chemicals
Steel surfaces
Top coat
Phenol novolac epoxy
300㎛
3 times
③ Non-solvent-based epoxy finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Contact areas with chemicals
Steel surfaces
Primer
Non-solvent-based
epoxy primer
100㎛
1 time
Top coat
Non-solvent-based
epoxy top coat
800㎛
2 times
④ Coal tar epoxy finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General settling area
Steel surfaces
Top coat
Coal tar epoxy
400㎛
2 times
2) Concrete coating specifications
① Phenol epoxy coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Contact areas with chemicals
Concrete surfaces
Primer
Epoxy clear primer
CLEANPOXY PRIMER
50㎛
1 time
Top coat
Phenol epoxy top coat
250㎛
2 times
② Phenol novolac epoxy coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Contact areas with chemicals
Concrete surfaces
Primer
Epoxy clear primer
CLEANPOXY PRIMER
50㎛
1 time
Top coat
Phenol novolac epoxy top coat
300㎛
3 times
③ Non-solvent-based epoxy finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats Contact areas with chemicals
Concrete surfaces
Primer
Non-solvent-based
epoxy primer
80㎛
1 time
Top coat
Non-solvent-based
epoxy top coat
800㎛
2 times
④ Coal tar epoxy finish
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General settling area
Concrete surfaces
Primer
Epoxy clear primer
CLEANPOXY PRIMER
50㎛
1 time
Top coat
Coal tar epoxy top coat
400㎛
2 times
-
6. High-Temperature Part Coating Specifications
1) Steel coating specifications
① under 200℃
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Steel surfaces
Primer
Silicone alkyd primer
DNH-200P [E]
35㎛
1 time
Top coat
Silicone alkyd top coat
25~50㎛
1~2 times
Heavy duty coating
Steel surfaces
Primer
Inorganic zinc powder primer
50㎛
1 time
Top coat
Silicone acrylic top coat
25~50㎛
1~2 times
② under 300℃
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Steel surfaces
Primer
Silicone alkyd primer
35㎛
1 time
Top coat
Silicone alkyd top coat
25~50㎛
1~2 times
Heavy duty coating
Steel surfaces
Primer
Inorganic zinc powder primer
50㎛
1 time
Top coat
Silicone acrylic top coat
25~50㎛
1~2 times
③ under 400℃
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Steel surfaces
Primer
Silicone primer
25㎛
1 time
Top coat
Silicone top coat
20~40㎛
1~2 times
Heavy duty coating
Steel surfaces
Primer
Inorganic zinc powder primer
50㎛
1 time
Top coat
Silicone top coat
20~40㎛
1~2 times
④ under 600℃
2) Concrete coating specifications
① under 200℃
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Concrete surfaces
Top coat
Silicone acrylic top coat
25~50㎛
1~2 times
② under 300℃
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Concrete surfaces
Top coat
Silicone acrylic top coat
25~50㎛
1~2 times
③ under 400℃
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Concrete surfaces
Top coat
Silicone top coat
20~40㎛
1~2 times
④ under 600℃
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Concrete surfaces
Top coat
Silicone top coat
20~40㎛
1~2 times
-
7. Transmission Tower Coating Specifications
1) New coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Steel surfaces
Primer
Epoxy zinc phosphate primer
100㎛
1 time
Top coat
Silicone urethane top coat
50㎛
1 time
* Use ANYTHANE BG for the top coat gloss.
2) Repair coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Steel surfaces
Primer
Epoxy mastic primer
DHDC-3800AL or
100㎛
1 time
Top coat
Silicone urethane top coat
50㎛
1 time
* Use ANYTHANE BG for the top coat gloss.
-
8. Swimming Pool Coating Specifications
1) Acrylic urethane coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Concrete surfaces
Primer
Epoxy clear primer
CLEANPOXY PRIMER
50㎛
1 time
Top coat
Acrylic urethane top coat
40~80㎛
1~2 times
2) Epoxy coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Concrete surfaces
Primer
Epoxy clear primer
CLEANPOXY PRIMER
50㎛
1 time
Top coat
Polyamide epoxy top coat
40~80㎛
1~2 times
-
9. Nonferrous Metal Coating Specifications
1) Electro, hot-dip galvanized coating specifications
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Galvanized surfaces
Primer
Epoxy zinc phosphate primer
MULTI-USE PRIMER
50~75㎛
1 time
2) Nonferrous metal coating specifications (aluminum, bronze, copper)
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Nonferrous metals
Primer
Wash primer
15㎛
1 time
3) Nonferrous metal coating specifications (aluminum, bronze, copper, stainless steel)
Category Coating specifications Process Paint Type Product Name Film Thickness Number of Coats General
Nonferrous metals
Primer
Epoxy zinc phosphate primer
MULTI-USE PRIMER
50~75㎛
1 time
Information
Principles of Corrosion
-
The types of corrosion include wet corrosion occurring in the presence of moisture and oxygen at room temperature and dry corrosion occurring by the reaction with oxygen due to heating during refining and hot rolling. The majority of the corrosion that usually occurs is wet corrosion.
Principles of Corrosion
1. Wet Corrmosion
Wet corrosion proceeds by an electrochemical reaction. Anode (low potential part) and cathode (high potential part) are formed in the presence of moisture and oxygen, and a local battery is generated between the two electrodes, which accelerates the dissolution oxidation of the metal. In general, unoxidized metals appear to be uniform in texture, but the structure is highly uneven due to thermal and mechanical processing and the addition of various elements. If moisture and oxygen are present on such uneven surfaces, corrosion proceeds by the flow of corrosion current from the anode (low potential part) to the cathode (high potential part).
Anode : Fe → Fe2++2e-
Iron is ionized and dissolved, emitting electrons Cathode: O2 + 2H2O + 4e- → 4OH-
Cathod : O2 + 2H2O + 4e- → 4OH-
Fe2+, which is an anode product generating a hydroxyl ion by receiving electrons in the presence of oxygen and moisture, is converted to rust by reaction with OH-, which is a product of cathode, or reaction with moisture.
Fe2++ 2OH- → Fe(OH)2
Fe2++ 2H2O → Fe(OH)2 +2H+
2Fe(OH)2 +¹₂O2 + H2O → 2Fe(OH)3
2Fe(OH)3 → Fe2 O3 + 3H2O
Fe(OH)2, Fe(OH)3, and Fe2O3 that are generated are the major components of red rust.
Like this, wet corrosion is generated as a local battery is generated between the anode (low potential part) and cathode (high potential part), and a corrosion current flows in the presence of moisture and oxygen. The local battery is caused by the contact of dissimilar metals, difference in the oxygen concentration, difference in the liquid temperature, etc.
① Contact of dissimilar metals
Even the same kind of metal is uneven in terms of the structure, a local battery is produced due to a potential difference. If the metal in contact with iron has a higher electric potential than the iron (if the ionization tendency of the contacted metal is low), the iron is ionized and dissolved, emitting electrons.
If the metal in contact with iron has a lower electric potential than the iron (if the ionization tendency of the contacted metal is high), the contacted metal is ionized and dissolved, emitting electrons. For example, when iron and zinc are in contact, zinc is ionized by becoming the anode and corrodes first.
(Anti-corrosion principle of inorganic zinc rich primer) ② Difference in oxygen concentration
A local battery is generated by the oxygen concentration difference on the iron surface. The area with a low oxygen concentration becomes the anode, while the area with a high oxygen concentration becomes the cathode. The area with a low oxygen concentration is ionized and emits electrons. ③ Difference in liquid temperature
A temperature difference occurs in the solution in contact with the iron surface, and a local battery is generated. The area in contact with a high-temperature solution becomes the anode, while the area in contact with a low-temperature solution becomes the cathode. The area in contact with a high-temperature solution is ionized and emits electrons.
In this way, corrosion occurs as corrosion current flows in the presence of moisture and oxygen. The factors that promote this further are salt (sea salt factor), sulfur compounds, and nitrogen compounds. Therefore, depending on the environment where the metal is placed, the rate of corrosion is very different. In general, the corrosion rate of the steel caused by the environment is as follows.
The corrosion rate of the urban environment can be accelerated by air pollution becoming worse each day, and the major causes are the main components of exhaust gas, NOx and SOx. NOx and SOx are combined with atmospheric moisture to form sulfuric acid and nitric acid, which are acidulous. As they are major causes of acid rain, the rate of corrosion increases according to the degree of air pollution. This is even more so in industrial zones.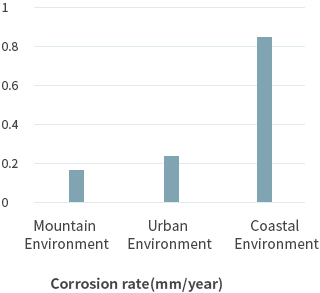
2. Dry Corrosion
The corrosion caused by the reaction between iron and oxygen caused by high-temperature heating during hot rolling at the time of casting steel is called dry corrosion. The rust produced at this time is mill scale that forms a thick iron oxide film.
Mill scale itself has a fine and stable structure in many cases, but cracks and peeling occur easily by impact at the time of molding and repeated cold and warm temperatures. If the steel surface is exposed by cracks and peeling, the mill scale becomes the cathode (high potential part) and the steel becomes the anode (low potential part). Consequently, a local battery is formed easily so that corrosion current flows, and corrosion of the steel proceeds rapidly. Therefore, since even the mill scale that has a stable structure easily peels off and rust proceeds fast, it is necessary to apply anti-corrosive paint after removing it through proper surface treatment.
Especially, if zinc rich paint is used without the sufficient removal of mill scale, it is difficult to expect the anti-corrosive effect by the self-sacrifice method because the zinc rich paint does not directly come into contact with the steel surface.
Principles of Anti-corrosion
-
It is desirable to consider the anti-corrosion method from the design stage of the structure, sufficiently taking into consideration the type and shape of the metal, purpose of use, environmental conditions, anti-corrosion period, and economic feasibility. Since wet corrosion generally occurs more frequently, if water and oxygen are not present, there will be no generation of local battery, and corrosion will not occur. Therefore, preventing the metal surface from corrosion by blocking water and oxygen is called anti-corrosion. The primary goal of the anti-corrosion method by coating is to block corrosion factors (water, oxygen, acid, salt) by forming a film. Most paints are capable of alleviating corrosion through interception of the corrosion factors to some extent by forming a coating film. However, it is difficult to expect a long-term anti-corrosive effect.
Therefore, paints made by using various anti-corrosive pigments and resins to which penetration of corrosion factors is difficult in order to prevent corrosion of the metal are called anti-corrosive paints (rust preventive paints). Therefore, anti-corrosion principles can be classified according to which anti-corrosion pigment is used for the paint. The classification is as follows.Principles of Anti-corrosion
1. Cathodic Protection Method (Self-sacrifice Method)
Corrosion of iron is carried out by the movement of electrons. The cathodic protection method is to delay the corrosion of iron as much as possible by containing a large amount of pigment with a higher ionization tendency than iron in the paint and making it corroded first.
① Typical pigment with the cathodic protection method
ZINC POWDER ② Typical Product
Inorganic Ethyl Silicate Primer DHDC-1800
Inorganic Ethyl Silicate Shop Primer DHDC-1650
Epoxy Zinc Rich Primer DHDC-1610
Epoxy Zinc Rich Primer High Build DHDC-1610HB2. Reaction Inhibition Effect
A method of delaying or preventing corrosion of iron by reacting with harmful elements (water, oxygen) in advance by adding a chemically active pigment, namely passivation of iron.
① Typical pigment with a reaction inhibition effect
RED LEAD, ZINC PHOSPHATE, ZINC CHROMATE ② Typical product (examples of epoxy anti-corrosive primer)
Zinc phosphate epoxy anti-corrosive primer DHDC-0690ZP
Zinc chromate epoxy anti-corrosive primer DHDC-0690ZC
Red lead epoxy anti-corrosive primer DHDC-0690RL3. Blocking Effect
A method of preventing the corrosion of iron by blocking the penetration of harmful elements by adding a pigment with a structure to which the penetration of harmful elements is difficult.
.
① Typical pigment with a blocking effect
MIO (Micaceous Iron Oxide), GLASS FLAKE, Aluminum ② Typical product
Epoxy MIO (silver gray) DHDC-6000MIO
Chlorinated Rubber MIO (silver gray) DHDC-4000MIO
Phenol MIO (silver gray) DHDC-2000MIO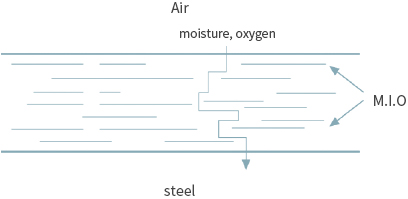
4. Iron Oxide Anti-rust Effect
A method of preventing the corrosion of steel by forming a stable iron oxide film on the steel by adding chemically stable oxide to paint
① Typical pigment
IRON OXIDE RED ② Typical product (examples of epoxy anti-corrosive primer)
Iron Oxide Epoxy Anti-corrosive Primer DHDC-0690
Iron Oxide Epoxy Anti-corrosive Primer DNY-130
Quick-drying Epoxy Anti-corrosive Primer Speed Poxy 100
Surface Treatment
-
The most fundamental roles of surface treatment are
1) To remove all foreign matter from the substrate that may cause early failure in coating specifications, and 2) To clean the substrate so that the paint can be adhered well to the substrate. The most important factor that determines the success or failure of the coating is the surface treatment. Since the adhesion between the paint and the substrate is reduced by foreign matter attached to the surface of the substrate, coating often becomes unsuccessful. The most well-known foreign matter include oil, rust, mill scale and chemicals such as chlorides and sulfates. The surface treatment of the metal can be described as “completely removing any residual material that deteriorates adhesion to the metal surface or that is not compatible.”
For the surface treatment, there are mechanical and chemical methods. The mechanical method is generally used for the surface treatment in heavy duty coating. The influence of the surface treatment on the coating effect is shown in the table below.The effect of each factor on the coating life upon coating
Factor Contribution rate (%) Surface treatment 50% Frequency of coating (difference between one and two coats) 20% Type of coating (difference between the same type of paints) 5% Others 25% ※ Others (coating environment, proficiency, etc.)
1. Steel
On the metal surface, oil, rust, mill scale and dust are always generated or adhered. According to the degree of surface treatment, the adhesion and durability of the coating film are greatly influenced, thereby determining the life of metal. Therefore, surface treatment is a very important coating pretreatment step. The better the surface treatment for the metal, the better the durability of the coating film even when the same paint is used. So, the prescribed surface treatment is essential for a good coating finish.
(1) Abrasives
Steel grit, shot and sand are suitable as abrasives used for blast. The abrasives that can form adequate surface roughness and that are clean and dry should be used.
Type of Abrasives and Maximum surface Roughness
The surface roughness according to the type and size of abrasives is presented in the following table.Type of Abrasives Maximum particle (mesh) Maximum surface roughness (μm) Sand Large 12 70 Medium 18 62.5 Small 30 50 Grit SAE G-50 25 82.5 G-40 18 90 G-25 16 100 Shot SAE G-230 18 75 G-330 16 82.5 G-390 14 90 (2) Surface roughness
The surface roughness is closely related to the surface treatment and should be specified in the coating specification separately from the surface treatment grade.
(3) Surface cleaning
In order to prevent any foreign matter from remaining on the blasted metal surface, vacuum cleaning and high-pressure dry air should be used to remove steel, grit, sand, dust, etc.
(4) Surface treatment specifications
For surface treatment specifications, the following SSPC, SIS, BS and NACE specifications should be followed.
Summary of surface treatment specifications
• Steel Structures Painting Council
• Swedish Standards Institution
• British Standards Institution
• National Association of Corrosion EngineersMethod SSPC NACE ISO Contents Solvent Cleaning SP1 By cleaning with organic solvents, emulsions, alkalis and steam,remove contaminants such as oil, grease, dust, wax, and soil. Hand Tool Cleaning SP2 St2 or ST 3 By using hand tools, chipper, descaler, sandpaper, wire brush and grinder, remove flaking rust, flaking mill scale and flaking coating film at the instructed level. Power Tool Cleaning SP2 St2 or ST 3 Rotary Wire Brush, Impact Tools, Rotary By using power tools such as scalers, grinders and sanders, remove flaking rust, flaking mill scale and other foreign matter at the instructed level. White Metal
Blast CleaningSP 5 NACE 1 Sa 3 By blast cleaning with wheels or nozzles using sand, grit and shot, there should be no oil, grease, dust, mill scale, rust, coating, oxides, corrosion products, and other foreign matter when visually observed. Commercial
Blast CleaningSP 6 NACE 3 Sa 2 There should be no oil, grease, dust, mill scale, rust, coating, oxides, corrosion products, and other foreign matter when visually observed.
However, light color fading or marks caused by rust or mill scale stains can be uniformly scattered, but the sum should not exceed 33% per unit area (9 in2).Brush-Off
Blast CleaningSP 7 NACE 4 Sa 1 There should be no oil, grease, dust, loosely adhering rust, mill scale and coating when visually observed. However, closely adhering mill scale, rust and coating may remain. Pickling SP 8 Completely remove rust and mill scale with acid treatment.
However, the surface should be even.Near-White Metal
Blast CleaningSP 10 NACE 2 Sa 2 There should be no oil, grease, dust, mill scale, rust, coating, oxides, corrosion products, and other foreign matter when visually observed.
However, light color fading or marks caused by rust or mill scale stains can be uniformly scattered, but the sum should not exceed 5% per unit area (9 in2).Power Too Cleaning
To Bare MetalSP 11 The surface treatment of bare metal should be done to remove foreign matter such as rust, mill scale, and old film by using power tools and should form a minimum surface roughness of 25㎛. High & Ultrahigh
Pressure Water jettingSP 12 NACE 5 Remove chemical salt, dust, grease, mill scale, and old film by surface treatment using only high-pressure and ultra-high-pressure water without an abrasive. (5) Anti-corrosion grade of steel disc
Grade symbol Description of surface state A Mill scale is present on the entire surface B 50% of mill scale is eliminated, and red rust has started to generate C Almost all mill scale is eliminated, and there is a lot of red rust, but no pitting D Mill scale is completely eliminated, and there is pitting on the entire surface, while covered with hard red rust. (6) ASTM/SSPC Rust Judgment Standard (Film Appearance)
-
 9(0.03%)
9(0.03%)
-
 8(0.01%)
8(0.01%)
-
 7(0.03%)
7(0.03%)
-
 6(1%)
6(1%)
-
 5(3%)
5(3%)
-
 4(10%)
4(10%)
-
 3(17%)
3(17%)
-
 2(33%)
2(33%)
-
 1(50%)
1(50%)
2. Nonferrous Metal
1) Aluminum
Solvents, steam and chemical treatment methods are used. In this way, an etching primer such as a wash primer should be applied after surface treatment. 2) Galvanized steel
① A suitable solvent should be used to remove oil and other foreign matter from the surface. If white zinc salt is formed on the galvanized surface, it should be removed by rinsing because it inhibits adhesion.
② Before coating general paint, an epoxy primer (electro, hot-dip galvanized surface) containing a wash primer (electro-galvanized surface) or zinc phosphate pigment should be applied.
③ After a long period of time of coating with a wash primer or zinc phosphate epoxy primer, paint peeling may occur, as zinc salt will form again on the galvanized surface. Therefore, it is necessary to apply a proper top coat before a long period of time passes. 3) Copper and lead
The best way to adjust the copper and lead substrate is to treat the surface carefully using an abrasive with low pressure after solvent cleaning or treat the surface using a nonferrous metal abrasive. 4) Other nonferrous metals
Before applying other nonferrous metals, an etching primer such as a wash primer should first be applied after solvent cleaning.3. Concrete
Surface Treatment Suitable for Cement and Concrete
1) Curing and drying: The substrate should be dried for about 30 days at 21℃. 2) Dust and grease accumulated on the substrate surface should be removed by mechanical surface treatment or surface etching with blast cleaning and a hydrochloric acid solution (10~15%). 3) Water content limit: below 6% 4) pH level: pH7~pH9 5) Cracks or crevices should be cut into a V-shape and then filled with the proper resin mortar or putty. 6) For concrete surfaces plastered with a trowel, etc., the soft cement layer (LAITANCE) formed on the surface should be removed by mechanical surface treatment or acid etching. 7) If a release agent (FORM RELEASE COMPOUND) is used that is not compatible with the paint specification, the release agent should be completely removed. 8) For the surface treated before coating, the drying condition and neutralization condition in the acid treated areas should be checked, and a test patch can be performed on the substrate in advance to check the adhesion condition.
4. Minimum Surface Treatment by Paint Type
Paint type Minimum surface treatment Dry oil SSPC-SP 2 or 3 Alkyd SSPC-SP 6 Vinyl SSPC-SP 10 or 6 Chlorinated rubber SSPC-SP 10 or 6 Epoxy SSPC-SP 10 or 6 Coal tar epoxy SSPC-SP 10 or 6 Urethane SSPC-SP 10 or 6 Organic zinc SSPC-SP 10 or 6 Inorganic zinc SSPC-SP 10 or 6 -
Coating Method
-
Coating method
In order to prevent defects by contamination due to surface oxidation or other contaminants, the substrate, for which surface treatment has been done, should be coated within 4 hours after blast surface treatment and 8 hours after other surface treatments, within a day.
1. Preparation for Paint
1) The pigments of most paints tend to subside into the bottom of the container, and satisfactory coating cannot be obtained unless they are mixed well before application. 2) Remove the top parts of the main agent and the hardener by using a scraper. 3) Uniformly stir the main agent using a power stirrer. 4) Put the hardener into the main agent container at the specified ratio, and evenly mix with a power stirrer for about 1 to 2 minutes. 5) Add a proper amount of the specified thinner (diluent) to the mixed paint and thoroughly mix. 6) Upon coating a wide area, it is recommended to prepare the necessary amount for the day to coat the entire area with the same color.
2. Coating Equipment
(1)Coating Method
Brush Coating
This method is used to make the appearance beautiful or to coat a small area because the coating speed is slow. This method is used when spray coating is very complicated or difficult. Compared to airless spray coating, it cannot obtain a satisfactory result with the same number of coats when trying to apply a thick coat. Therefore, there is a drawback in that it is necessary to apply several times in order to obtain the prescribed film thickness.Roller Coating
Roller coating has a faster coating speed than brush coating. However, it is very difficult to maintain a constant film thickness compared to brush coating, so special attention is required in a rough or irregular part of the surface.Air Spray Coating
This is a universal method to paint a large area. The air spray machine is simple and cheap, whereas the volume, pressure, and flow rate of the air must be trinitized to obtain a good film appearance. If air spray coating is not done properly, there will be a great loss of paint. Moreover, the paint will protrude from the surface of the object, thereby resulting in a poor appearance.
In addition, if it is not operated properly, the coating surface will not be smooth, and the paint may run down, or pinholes may be formed in the coating film. In terms of air spray coating, the most unfavorable condition is that it cannot be applied thickly with one coat because it needs to be diluted with a solvent to adjust the viscosity of the paint.Airless Spray Coating
In this method, air is not directly mixed into the paint when the paint is sprayed. The spraying method is to eject the paint through a special nozzle or tip using pressure.
The magnitude of the pressure used is calculated by comparing the ratio of the air pressure of the pump for the internal air pressure. The pressure ratio of the pump is from 20:1 to 60:1, but a ratio of 30:1 is usually used. For zinc dust paints, especially inorganic zinc dust paints, a ratio of 45:1 should be used. Compared to air spray coating, some of the most important advantages is that there is a small loss of paint, toxicity can be reduced, and there is a low risk of explosion. Also, since a small amount of solvent can be used upon spraying the paint, coating in a thick wet film thickness is possible.
As already described, the ejection of the paint depends on the type of the tip that is specially designed. The amount of injection depends on the diameter of the nozzle. Therefore, there are many types of tips with various angles and different diameters. The selection of tip should be made based on the pressure according to the paint injection amount and on the diameter of the nozzle that maintains a constant ejection amount. The angle of the tip should be selected according to the width of the object to be coated.
The tip size consists of three numbers (sizes of the pen and the hole).
For example, if the three numbers are 419, the size is:① First number 4
The number indicating the fan width, 4 is doubled, meaning that the approximate coating width upon spraying 12 inches (30 cm) from the surface is about 8 inches (spray angle 40。). ② Last two numbers 19
It means that the diameter of the tip is 0.019 inches. The open hole of the actual tip is a long oval shape similar to a cat’s eye.
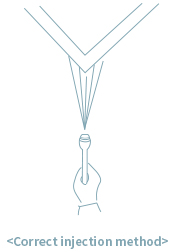
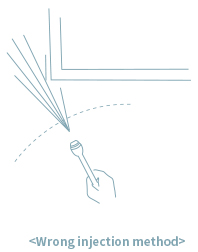
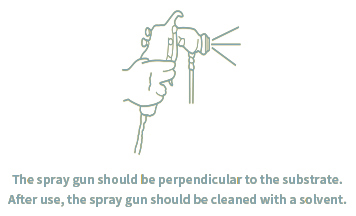
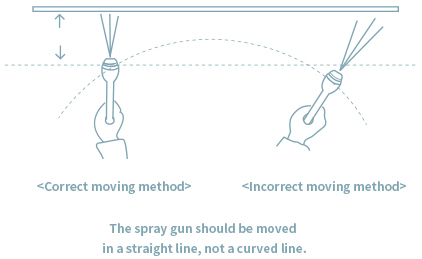
This means that the size of the hole is directly related to the amount of paint flowing through the tip.Proper Use Method of Coating Gun
(2) Precautions for airless spraying
① For the airless sprayer, the spray pattern, shape, and paint injection amount are all determined by the nozzle tip. ② Maintain a proper spraying distance. In general, 30㎝ is appropriate. If the distance is short, the coating becomes thick. Whereas, if the distance is far, uniform coating is difficult, and a large amount of paint is wasted. ③ The spray gun should be perpendicular to the substrate. ④ The spray gun should be moved in a straight line, not a curved line. ⑤ The moving speed of the spray gun should be about 40~80㎝ per second to obtain proper and uniform coating. ⑥ For the spray pattern, double coating at around 1/3 to 1/4 is suitable to obtain uniform coating. ⑦ The pressure should be adjusted appropriately to obtain uniform coating. ⑧ The equipment should be cleaned with a specified cleaning agent immediately after use.
3. Coating Conditions
① Temperature: The coating temperature range suitable for all paints is between 5℃ and 40℃. ② Humidity: For all paints, the surface temperature of the substrate should be more than 3℃ above the dew point. Note that painting below 3℃ may cause the condensation of water on the surface of the substrate, which may reduce adhesion. At the coating site, the atmospheric temperature (dry bulb temperature) and the wet bulb temperature are often measured with a wet and dry bulb thermometer. The dew point and relative humidity can be obtained with the difference between the two temperatures (Weather Condition Calculator List). ③ Wind: If the wind blows too hard at over 40KM/hour upon outdoor coating, coating should be avoided. In severe winds, there is a large loss of paint, and the environment becomes seriously polluted. ④ Rain/Snow: Heavy rain or snow during outdoor coating causes coating defects such as decrease of adhesion, peeling of coating, poor appearance, and deterioration of coating film performance.
Dew point (dew point according to relative humidity & atmospheric temperature)
humidity
/
temperature30% 40% 50% 60% 70% 80% 90% 100% -1℃ - - - - -6.5 -4 -2 -1 4℃ - -6.5 -4 -2 0.5 1.5 3.5 4 10℃ -6.5 -3.5 0.5 2 3.5 5.5 8.5 10 15.5℃ 0 2 4 8 10 11.5 14 15.5 21℃ 3 6.5 10 13 15 18 19.5 21 26.5℃ 7 12 15.5 19 21 23.5 25 26.5 32℃ 13 16.5 20.5 24 25.5 28.5 30.5 32 38℃ 18 22 25.5 29 31 33.5 36 38
Theoretical Application Amount and Actual Application Amount
-
Theoretical Application Amount and Actual Application Amount
1. Theoretical Application Amount
In general, the recommended dry film thickness on the physical properties data sheet is presented based on a simulated ideal flat surface. The amount of application on the data sheet is also the theoretical application amount calculated based on it. The theoretical application amount is an amount that does not consider the surface condition to be coated, coating method, coating environment, and the amount of paint loss during coating. The theoretical application amount can be calculated simply by the following formula.
S (㎡/ℓ) = 10V/Tm
Here, S: Recommended Application Amount, meaning how many ㎡ can be coated with 1ℓ.
V: Solid Volume Ratio (%), meaning volume solid.
Tm: Recommended Dry Film Thickness (μ).
Example) What is the recommended application amount for a paint with a solid volume ratio of 55% to form a dry film thickness of 50?
<Explanation>
10×55/50 = 11.0(㎡/ℓ) The recommended application amount is 11.0㎡/ℓ.2. Actual Application Amount
Despite the manufacturer’s detailed data on the paint, it is very difficult to accurately calculate the amount of paint used in the actual site. Due to various factors in the actual site, more paint than the theoretical paint consumption is used. The difference between the theoretical paint consumption and the actual paint consumption is called loss, and when expressed as a percentage (%) is called loss rate.
1) Surface Roughness Coefficient
The amount of paint loss depends on the unevenness of the surface after the surface treatment, and the coefficient according to the unevenness of the surface is shown in the following table.
Surface Roughness Condition Primer Coating Coefficient Intermediate Coating or Top Coating Coefficient New smooth steel, picked steel 0.95 0.98 Blast cleaned steel 0.90 0.95 Power Tool cleaned 0.85 0.90 Blasted-lightly pitted steel 0.85 0.90 Blasted-heavily pitted steel 0.80 0.85 Rough concrete or Masonry 0.60 0.75 2) Coating Condition Coefficient
There are many differences in paint loss according to the coating equipment and other environmental conditions. The coefficient according to this is shown in the following tab
Coating Conditions Coefficient for All Coatings Brush or Roller 0.90 Spray-Interior 0.80 Spray-Exterior* 0.70 3) Actual Application Amount
Actual Application Amount
Actual Application Amount (㎡/ℓ) = Recommended Application Amount (㎡/ℓ) × Surface Roughness Coefficient × Coating Condition Coefficient4) Example
The undercoat with a solid volume ratio of 55% is intended to be coated with a dry film thickness of 50㎛. The surface treatment is blast (henvily pitted steel), the coating equipment is a spray, and the outdoor coating is done in an area without wind.
Here, What is the actual application amount?
① Recommended Application Amount = 10×55/50 = 11.0 (㎡/ℓ) ② Actual Application Amount = 11.0 × 0.8 × 0.7 = 6.2 (㎡/ℓ) ③ Loss rate = 11.0-6.2/50 × 100 = 43.6%
Coatability Table and Coating Interval by Paint Type
-
1. Coatability Table
상도도료/
하도도료시프라이마 에폭시징크 무기질징크 오일계 알키드계 페놀MIO계 염화고무계 염화비닐계 에목시계 변성에폭시계 탈에폭시계 우레탄계 내열실리콘계 워시프라이마 ○ X X ○ ○ ○ ○ ○ △ △ △ ○ X ○ ○ X X X ○ ○ ○ ○ ○ ○ ○ △ ○ ○ X X X ○ △ ○ ○ ○ ○ △ ○ X X X ○ ○ ○ X X X X X X X X X ○ ○ ○ △ X △ △ △ △ X X X X ○ ○ ○ ○ X X X X X X X X X X △ △ ○ △ △ △ X △ X X X X X X ○ △ ○ X X X X X X X X △ △ △ ○ X ○ ○ ○ ○ X X X X △ △ △ ○ X ○ ○ ○ ○ X X X X △ △ △ △ X △ △ ○ △ X X X X △ △ △ △ X △ △ △ ○ X X X X X X X X X X X X X ○ O : Coatable, △ : Coatable depending on conditions (apply after making an inquiry), × : Not Coatable
※ The above items are general conditions. Therefore, it is necessary to confirm the coatability with our technical department for the special coating system.2. Coating Interval
하층도료계통 ~ 상층도료계통 도장간격(20℃-75%)
최단~최장장폭형 Etching Primer ~ 아연계 유성 녹방지 도료 1일 ~ 3개월 Zinc Rich Paint ~ 에폭시 하도도료(mist coat) 1일 ~ 10개월 후막형 Zinc Rich Paint ~ 에폭시 하도도료 2일 ~ 12개월 아연계 유성 녹방지 도료 ~ 아연계 프탈산 녹방지 도료 2일 ~ 6개월 아연계 프탈산 녹방지 도료 ~ 프탈산 중도도료 1일 ~ 6개월 프탈산 중도도료 ~ 프탈산 상도도료 1일 ~ 10일 프탈산 녹방지 도료 ~ 페놀 MIO 2일 ~ 6개월 페놀 MIO ~ 염화고무계 중도도료 2일 ~ 12개월 염화고무계 하도도료 ~ 염화고무계 중도도료 1일 ~ 12개월 염화고무계 중도도료 ~ 염화고무계 상도도료 1일 ~ 1개월 에폭시 하도도료 ~ 염화고무계 중도도료 1일 ~ 7일 에폭시 하도도료 ~ 에폭시 중도도료 1일 ~3개월 에폭시 MIO ~ 에폭시 중도도료 1일 ~ 12개월 에폭시 중도도료 ~ 폴리우레탄 상도도료 1일 ~ 7일 에폭시 중도도료 ~ 불소 상도도료 1일 ~ 7일 타르에폭시 ~ 타르에폭시 1일 ~ 7일 비닐에스테르 ~ 비닐에스테르 1일 ~ 7일 The data show general coating intervals. If the maximum recoatable time in the catalog for the product has elapsed, make sure to contact the relevant technical department before carrying out coating.